.png)
.png)


全自动数控热锻机械手
产品简介
把热锻的几个工序集中在1台冲床上,同时可控制冲床、电炉、全自动上料机的停止,1 条热锻生产线仅需1人操作,且1个操作工可以看管2台以上的生产线,减少了用工数量,降低了劳动强度。
动作说明
用伺服电机、丝杆、线轨实现左右移动送料,用气缸、气阀实现夹料动作,用全自动润滑泵给设备润滑,用编码器、PLC、触摸屏等让伺服电机、气缸等协同动作,使机械手与冲床完美同步,并具备故障报警功能,从而使该型号机械手具备操作方便、功能多、故障率低、维修方便等特点。
夹持方式
前后各1个钳爪,分别用气缸带动前后运动,从而夹紧毛坯。前梁气缸比后梁气缸大2个规格,用调节螺杆调节前后,从而起定位作用,后梁气缸起夹紧作用。如下图:
.jpg)
更换模具的方式
机械手右移,露出模具,视线好,换模方便,与未使用机械手的冲床换模具相似。如下图:
.jpg)
托料方式
采用刚性托料,拉杆一般为对称布置,受力情况好。如果冲床自带托料装置,则可采用冲床自带的托料装置。
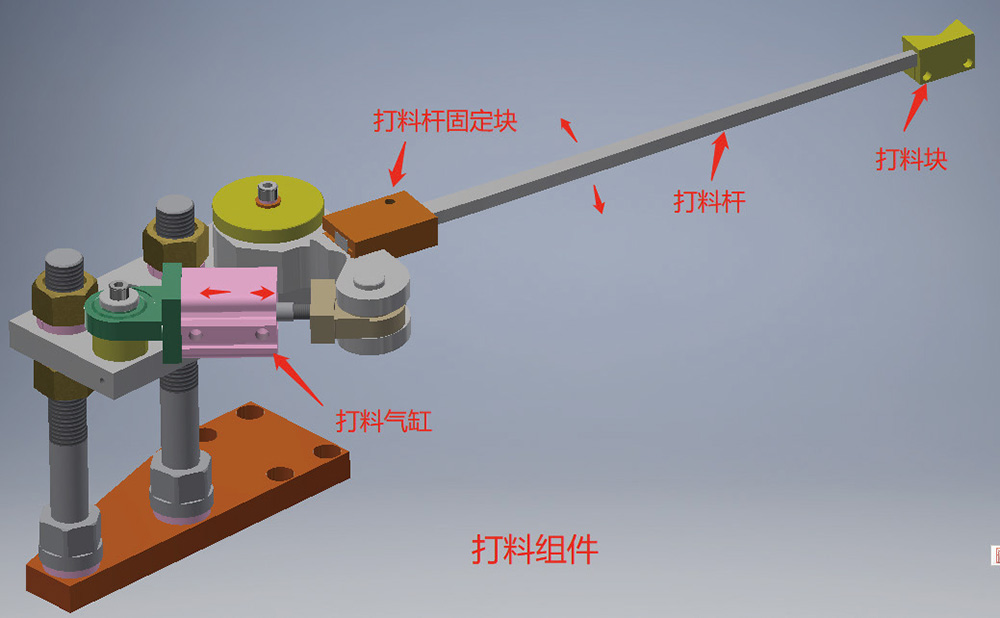
出料方式
一般情况下,产品重量不超过3Kg时,用打料杆打出,如右图。当重量超过3Kg且产品底部是平的时,可用钳爪推出。
当生产出的毛坯有后 续工序,比如自动碾环等,对产品的方向有要求时,可采用钳爪夹出的方式,即机械手多一对钳爪,毛坯用钳爪夹出,但因多一对钳爪,增加了易损件数量,非必要不建议使用,如下图。
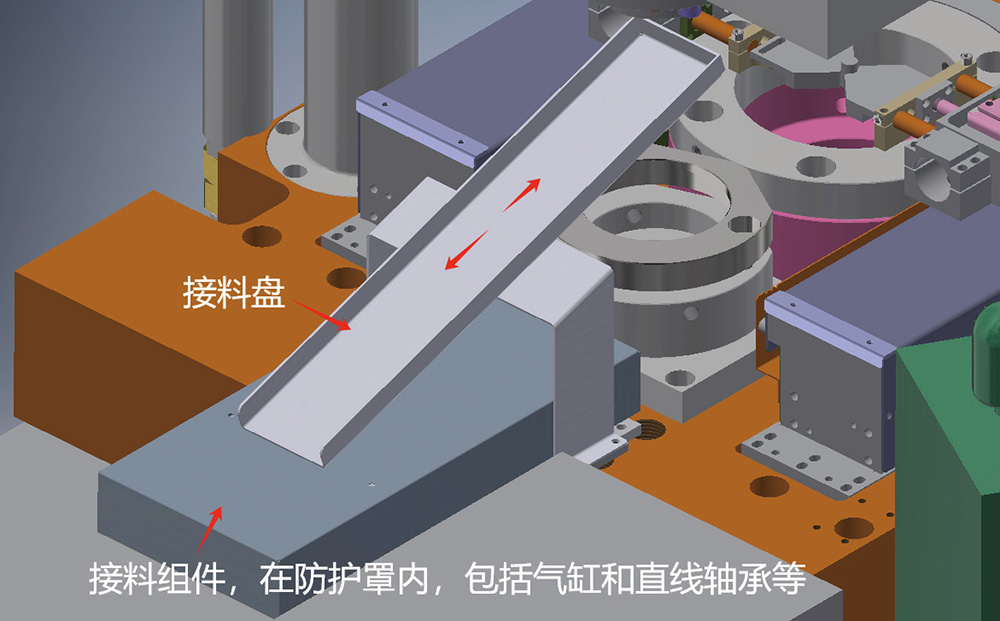
当最后一道工序是冲孔成型(下模有型腔),且毛坯无法用打料杆打出时,可采用接料盘接料,但因增加了易损件数量,非必要不建议采用,如下图:
生产的产品
螺母、垫圈、套筒、齿轮、轴承、异形件等等产品。
操作方式
可半自动操作,即操作工看各工位无异常后,踩下脚踏开关,冲床动作,机械手同时左移,将料坯送至下一工位。当生产线稳定时,也可全自动操作,但仍需1人看管,生产线稳定时,1人可看管2台以上。
组成
包括机械手、模架(含上下模板、模座、导柱、上下模盖、漏料组件等)和托料组件、电控等,机械手安装好后,再安装水、模具,将电炉至机械手导料管间用滑槽连接起来后,即可试机生产。
产品特点
1、速度快:与冲床完全同步,即冲床动机械手动,冲床停机械手停,减少停顿时间,生产效率高,60冲次/分钟的冲床可生产45个产品/每分钟。
2、操作简便:由按钮控制,在触摸屏上调节机械手动作,换模具时机械手右移,露出模具,无需拆钳爪;
3、功能多:有单冲动作,即冲床每动作2次出1个成品,适合生产较大的产品。也可机械手先动,冲床后动,用来生产高的产品。卡料、毛坯粘在成型冲头或托料底芯上能报警停机;
4、故障少维修简便:核心零部件为知名外购件,使用寿命长,故障率低。有故障提示功能,故障原因易检测,维修方便。
.jpg)